désolé pour le manque de précisions
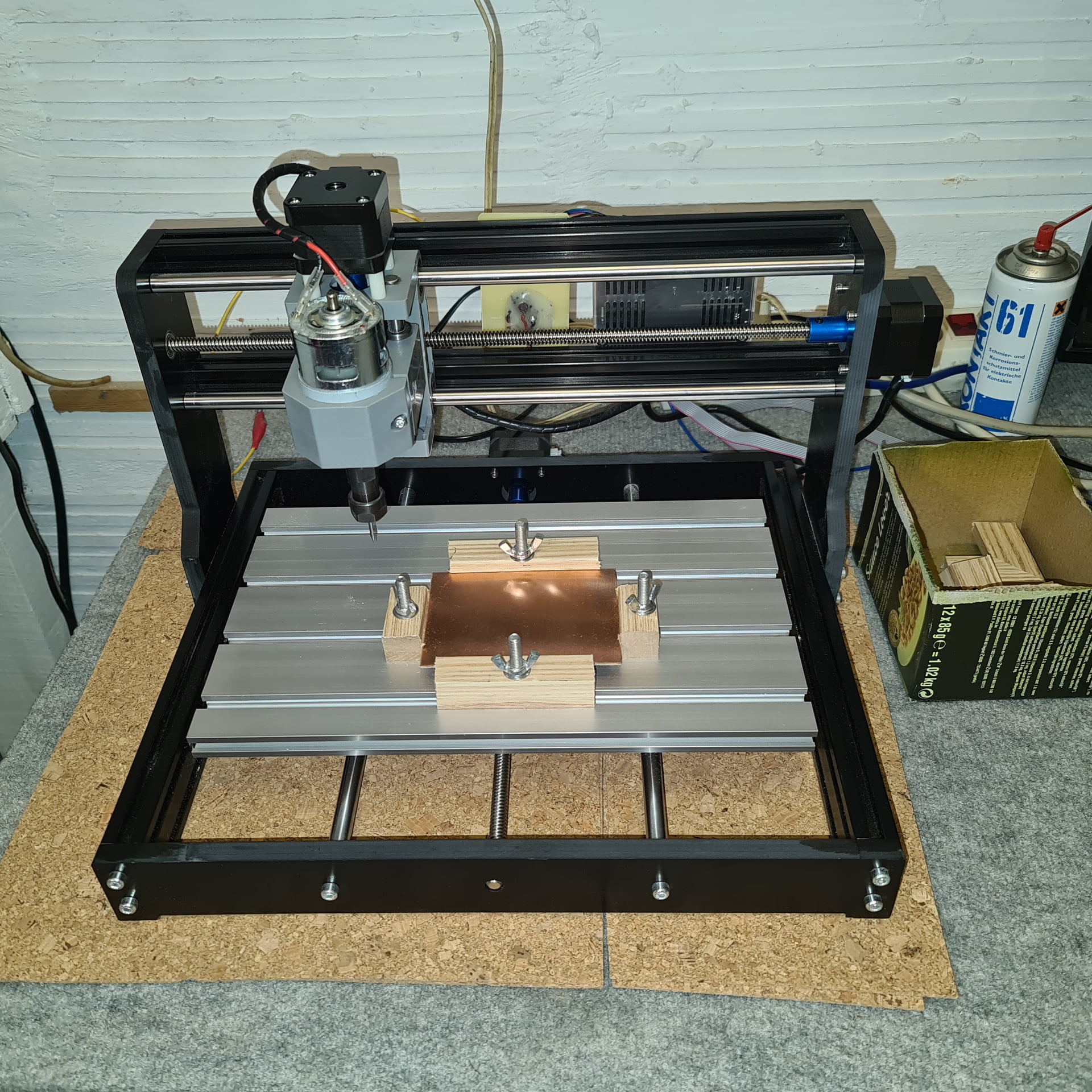
une cnc3018 est une fraiseuse 3 axes
Quand je lis çà je suis vachement refroidi :
site commercial : il vend des accessoires entre autres.
il faut un logiciel de pilotage pour la cnc : flatcam, cambam, candle étant le gratuit fourni avec la cnc,
Bonjour,
J’utilise Flatcam (qui est un logiciel gratuit) non pas avec une CNC, mais avec mon imprimante 3D sur laquelle j’ai adapté un support pour un feutre permanent et qui me permet de dessiner directement les pistes du circuit imprimé sur le cuivre.
Jai fait une vidéo en temps réel du [dessin d’un C.I simple face sur Youtube mais, désolé, mais je ne peux toujours pas poster un lien vers la vidéo, j’ai toujours cette foutue erreur 402.
L’explication n’est pas si mal, mais le bridage de la plaque d’époxy est particulièrement laborieux à mon goût.
Qu’est ce qui te refroidi ? Les contraintes quant aux dimensions des pistes ? C’est sûr que pour du CMS il faut se limiter aux « gros boîtiers ». Ceci dit ce n’est pas mieux avec un tracé au feutre ou un transfert laser. Selon ce que j’ai testé, il n’y a que la méthode par insolation qui permet de graver pour du CMS 0805. Mais le prix de l’époxy présensibilisé fait que le circuit revient plus cher que chez JLCPCB par exemple (sans compter la pénible opération perçage si on est en traversant). J’ai aussi testé il y a longtemps les résines photosensibles en aérosol. Ma conclusion a été : on ne peut rien faire de qualitatif avec. Les différences d’épaisseurs de la couche appliquée et les inévitables poussières qui viennent se coller amènent des problèmes au développement.
Oui j’ai fait une pièce chauffée dans le grenier
Pour faire mon atelier d électronique.
En ce qui concerne la cnc j’ai tout un tas de programmes que j’ai fait prêt à être gravé.
J’aime bien travailler avec mes logiciels
Bonjour,
Pour graver des cuivres à l’anglaise, une petite CNC comme celle là peut suffire.
Mais pour graver de l’aluminium, ce sera plus difficile, il faut une planéité parfaite du plateau (un plateau martyr est indispensable).
Mais la broche est bien trop faible pour cette opération, une Kress de 650W est un strict minimum, mais il n’est pas certain que la structure de la machine puisse la supporter, j’utilise une broche Kress de 900W, ou une broche HF de 2kW à haute vitesse sur une machine en fonte d’aluminium, beaucoup plus robuste.
Ensuite, pour obtenir une gravure nette de l’alu il faut utiliser un lubrifiant, le pétrole est pas mal mais j’ai découvert que le WD40 étrait nettement mieux.
De plus, il faut des fraises taillées pour l’aluminium, avec une dépouille négative.
Le bridage des plaques est également important, le plateau à rainures en T est indispensable.
Les CNC à bas prix sont tout juste capables de faire de la gravure anglaise, faut pas rêver.
J’ai usiné de nombreuses faces aluminium pour des découpes de connecteurs Sub-D en particulier (des centaines) sur une petite Proxxon 70 numérisée, et sans aller vite et avec une fraise adaptée, cela fonctionnait bien. Mais les courses sont limitées. Actuellement, j’utilise une 3040 chinoise, mais je n’ai fait que des matières plastiques. Ne pas se faire d’illusion, pour usiner des métaux, même tendres, il faut une machine rigide et bien brider les pièces car cela peut vite vibrer. Toutes les machines du type présenté ici sont inadaptées aux métaux.
la question mécanique : le déplacement en Y : la table comme la cnc3018 ou le portail qui fait X et Y comme la robo growcom ?
logiciels : avec eagle et pcb ggcode plugin, le setup de pcbgcode varie suivant les tutos
pour une face avant plastique, sans sérigraphie, juste les trous avec frontdesigner de schaffer ou abacom, export dxf + convertir en gcode
Merci
 Doctsf (Modèles & Marques)
Doctsf (Modèles & Marques) Annonces
Annonces