 Doctsf (Modèles & Marques)
Doctsf (Modèles & Marques) Annonces
AnnoncesVu les dépenses avec cette CNC, il va falloir la rentabiliser et même pourquoi pas, tenter le double face ![]()
Pour le double face, ça marche aussi.
L’important est de faire tous les perçages avant de retourner la plaque.
Les trous servent à vérifier le bon positionnement du circuit pour la 2e couche.
J’ai déjà eu de bons résultats avec cette méthode.
On peut aussi faire de trous hors partie utile, rien que pour le calage.
J’ai cru que j’avais eu un défaut de gravure mais non, au contraire, le tracé est fidèle au routage sur la CAO.
J’avais sérigraphié le texte « Moins » mais je l’ai malencontreusement déplacé sous la piste et on ne voit que le somment du « M » et le « . » du « I » ![]()
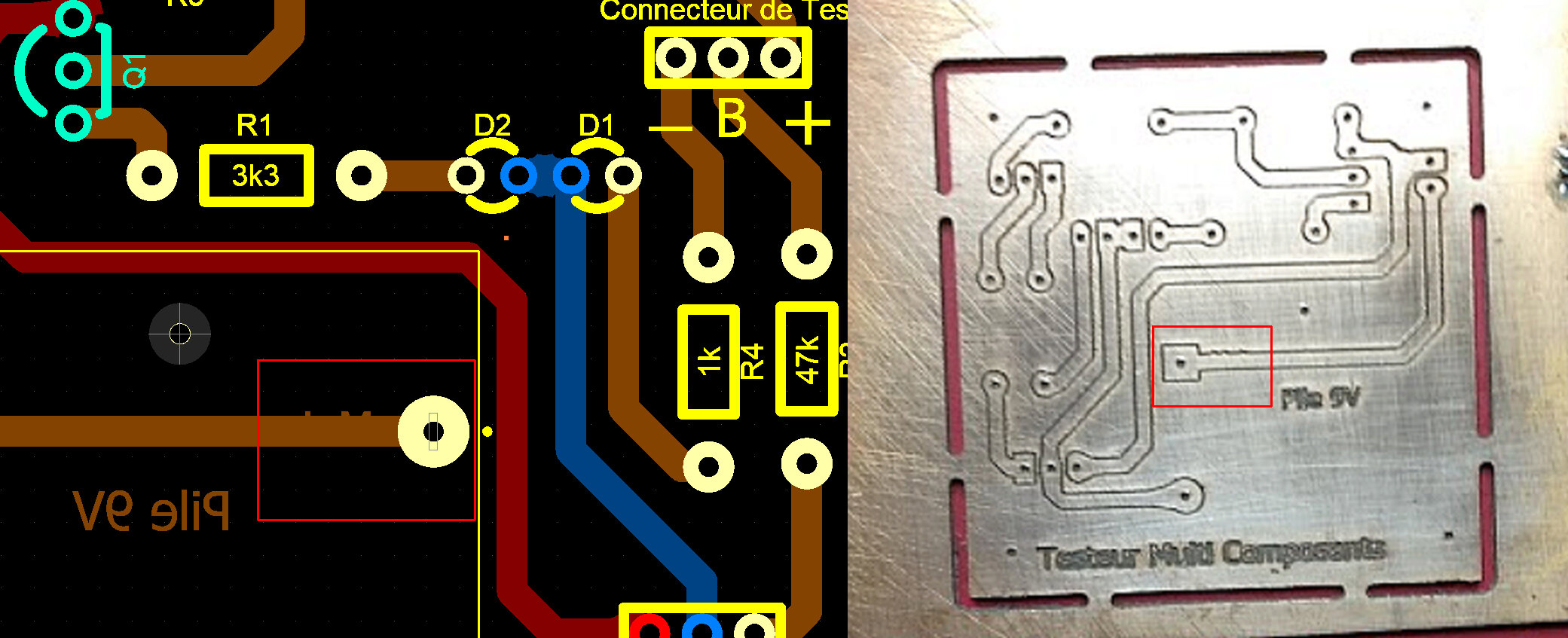
Je m’étais demandé la raison de cette coquetterie de Flatcam.
L’explication est rationnelle!
1 « J'aime »
J’ai utilisé le ruban de masquage orange Action. Une couche sur la table, 1 couche sur l’époxy. J’ai surfacé avec l’anse des ciseaux pour bien plaquer partout. On voit bien où il reste des bulles à la différence de couleur. Ensuite collage papier sur papier avec quelques gouttes de cyano. C’est costaud, mais ça interdit le double face.
N’ayant plus de cyano ce matin, j’ai utilisé efficacement du double face à la place.
Quelques nouvelles:
Machine montée sans aucune difficultée.
Essais avec le petit terminal autonome
La commande en manuel fonctionne avec tout les mouvements dans le bon sens.
Gravure avec les fichiers d’essais qui sont dans la carte microsd mise dans le terminal autonome. Cela fonctionne parfaitement, gravure sur un bout de contreplaqué.
installation du logiciel Candle sur le pc, puis connexion de la CNC par le port USB.
cela fonctionne aussi
Aprés je me suis dis que j’allais essayer de découper un simple rectangle dans du PVC et voir les logiciels de dessin.
Faut comprendre un tas de trucs sur les differentes étapes pour creer un fichier GCode et 'ai trouvé que c’est loin d’être intuitif.
J’ai installé fusion 360, aprés avoir bien pataugé, j’arrive à faire le dessin (esquisse) mais je ne comprends pas comment transformer mon dessin 3d en fichier gcode pour l’injecter dans la CNC afin d’usiner la plaque de PVC.
J’ai bien trouvé « exporter en grbl » mais je coince.
évidement cela doit être simple pour celui qui a compris.
L’avantage, cela fait travailler mes neurones.

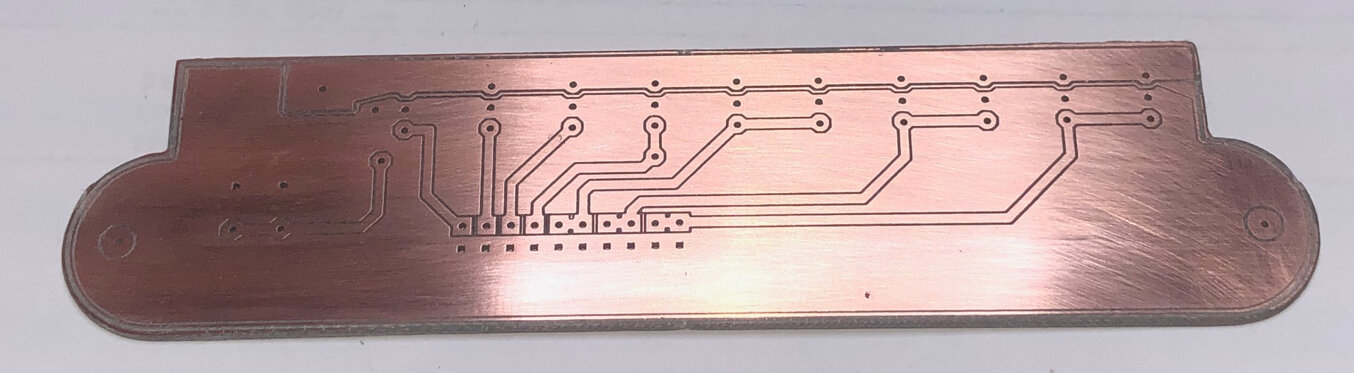
Mon troisième PCB.
A noter que je n’ai sous la main que des forets carbure de 0,8. Donc finition main des perçages obligatoire tant que les chinois ne m’ont pas livré.
3 « J'aime »
Frimeur!
Me dit le gars qui s’offre des fraises à 11 balles pièces ![]()
Toujours pas commandée, c’est plus l’époque des fraises.
C’est pour ça qu’elles sont si chères. ![]()
Bonsoir Bruno,
J’avais bien trouvé fabrication et posage mais il faut choisir quoi comme machine?
(J’ai une CNC3018 pro vevor)
J’ai cherché « grbl 3 axes » mais rien trouvé qui y ressemble dans les machines proposées
Bonsoir,
il faut créer une configuration décrivant la machine. En gros, les courses, le nombre de pas pour 1mm pour chaque axe, la vitesse maximale de chaque axe, l’accélération maximale…
On peut donc créer du GCode pour n’importe quelle machine, même faite de bric et de broc.
C’est ce que j’avais fait pour ma 3040, mais je ne sais plus trop comment !
Selon moi en prenant la machine générique ça fonctionne.
Mais comme je ne compte pas utiliser cette machine pour autre chose que du PCB ou de la façade, je n’ai pas persévéré avec Fusion, Flacam me semblant nettement plus adapté.
1 « J'aime »
Si cela peut servir à d’autres débutants partant de zéro avec une CNC, (à moins que je ne sois le seul à patauger) faudrait peut-être ouvrir un nouveau sujet pour mes soucis de prise en mains de la CNC3018 pro VEVOR.
Pour résumer ce que j’ai compris (ou cru comprendre).
Merci de me dire si j’ai écrit des âneries pour que je puisse corriger mon texte.
J’ai l’habitude de l’usinage avec les machines traditionnelles de mécanique générale (fraiseuse et tour)
Evidement mes interrogations et difficultés de débutant, peuvent sembler ridicules pour les experts habitués de l’usinage CNC.
Montage de la machine reçue en kit: le montage est facile et me semble sans difficultés particulières.
1er essai :
La CNC semble fonctionnelle, car je peux graver les fichiers d’essais (en Gcode) avec le terminal autonome. J’ai utilisé le fichier d’exemple de gravure intitulé Iphone.
La carte contrôleur GRBL intégrée dans la CNC fait la conversion des commandes Gcode qui est un langage normalisé utilisé par toutes les CNC) afin de commander correctement les moteurs pas à pas (nombre de pas par mm et autres) pour d’avoir les bons mouvement x, y et z en fonction du pas des vis mères et du nombre de pas par tour des moteurs pas à pas, ainsi que la mise en route du moteur de broche.
2eme essai :
Avec mon PC connecté en USB
Il faut installer le driver CH341SER.exe pour émuler un port série sur l’USB
Puis installer le logiciel Candle. Ils sont fournis tous les deux sur une clef USB livrée avec la machine.
A partir de Candle, je peux commander manuellement la machine à partir du clavier PC, lire un fichier d’exemple et l’envoyer à la CNC pour lancer une gravure.
De maniere générale pour graver/découper/usiner/fabriquer avec les machines CNC
La machine reçoit des commandes en Gcode (envoyées via USB) et va les interpréter pour commander les moteurs du bon nombre de pas.
Jusque-là tout fonctionne (apparemment bien)
Ensuite je me suis dit que pour prendre la machine en main et comprendre la suite des étapes nécessaires, j’allais créer moi-même une pièce de ma conception, comme graver une lettre ou découper un simple rectangle
C’est pour cela que j’ai acheté cette machine : comprendre comment faire.
Dans ce que j’ai compris :
La 1ere étape est de dessiner l’objet en 2D (ou 3D) avec un logiciel de CAO (Conception assisté.par Ordinateur)
J’ai choisi et installé Fusion360, qui est gratuit pour un usage non commercial.
(Carbide et Easel doivent faire la même chose.)
Avec fusion360, j’arriveà obtenir un dessin avec toutes les formes et dimensions de la pièce souhaitée.
Cela peut servir aussi bien pour la fabrication additive (qui dépose de la matière comme une imprimante 3D), que pour de la fabrication soustractive (qui enlève de la matière comme une fraiseuse, un tour, un centre d’usinage).
2eme étape : la préparation de la fabrication (c’est à ce niveau que je coince)
Selon la méthode choisie et le type de machine qui sera utilisé, il faudra utiliser un logiciel de FAO (Fabrication Assistée par Ordinateur)
Le dessin descriptif de la pièce réalisé précédemment en CAO, va être traduit en Gcode en tenant compte du type d’usinage choisi (exactement comme pour un usinage classique avec le choix d’une gamme de fabrication) : caractéristiques de la machine (fraiseuse pour la cnc3018), des outils (comme le type de fraise), des trajectoires et vitesses d’usinage, profondeur de passe et sens d’usinage (en opposition ou en avalant).
Cette étape donne comme résultat un fichier Gcode, qui sera envoyé à la CNC et qui va donner tous les mouvements d’outils nécassaire pour réaliser la pièce souhaitée.
Comme déjà dit, merci de me dire si j’ai compris de travers les choses ou écrit des âneries pour que je puisse corriger mon texte.
Bonjour Gérard,
Dans ce que j’ai compris, la carte controleur GRBL se charge de tout cela, pour interpréter les commandes Gcode (normalisées) pour donner les bons mouvement en fonction du nombre de pas par tour des moteurs, le pas des vis-mères, les fins de courses et autres possibilités de la machine.
Nouvelles de ma CNC : en bref, je patauge
Je ne m’en suis pas sorti en début d’année pour générer les fichiers Gcode avec fusion 360
et j’ai laissé tomber car je n’avait pas le temps.
Faut que je m’y remette car une machine cela doit marcher, c’est pas fait pour prendre la poussière.
Ou j’en suis:
La machine seule semble fonctionner normalement.
-Les essais avec le fichier test mis sur la micro sd dans le clavier de commande, fait fonctionner parfaitement la machine.
-Si j’envoie le même fichier test à partir de mon pc relié en USB à la carte controleur GRBL cela marche aussi parfaitement.
Les modèles crées (par moi) avec Autodesk fusion360 semblent bons,
Au moment de transformer les modèles 3D pour générer le fichier gcode il manque un truc quelque part et le fichier gcode n’est pas généré.
Je pense que c’est au niveau de la déclaration du type de la machine (cnc 3018 vevor) qu’il y a un paramètre qui n’est pas mis ou pas le bon.
J’ai un doute au niveau du post processeur qu’il faut choisir avec les autres paramètres associés
Vu que je n’ai aucune experience dans ce domaine, peut être que j’ai loupé un détail gros comme une maison.
Merci pour votre aide
Guy
J’utilise COREL DRAW pour générer les fichiers en 2D, export en HPGL dans NINOS (hélas plus distribué) pour ajouter la partie outils, profondeur, vitesses et générer le G-code, ça marche très bien, depuis plus de 18 ans.
Les logiciels gratuits ne fonctionnent généralement qu’à moitié…
Cdt,
Gérard