Ayant farfouillé dans mon trésor de guerre, pour y dénicher un CV de 2 X 100 pF à fort isolement, je suis ressorti bredouille de mon garage.
Last, but not least!
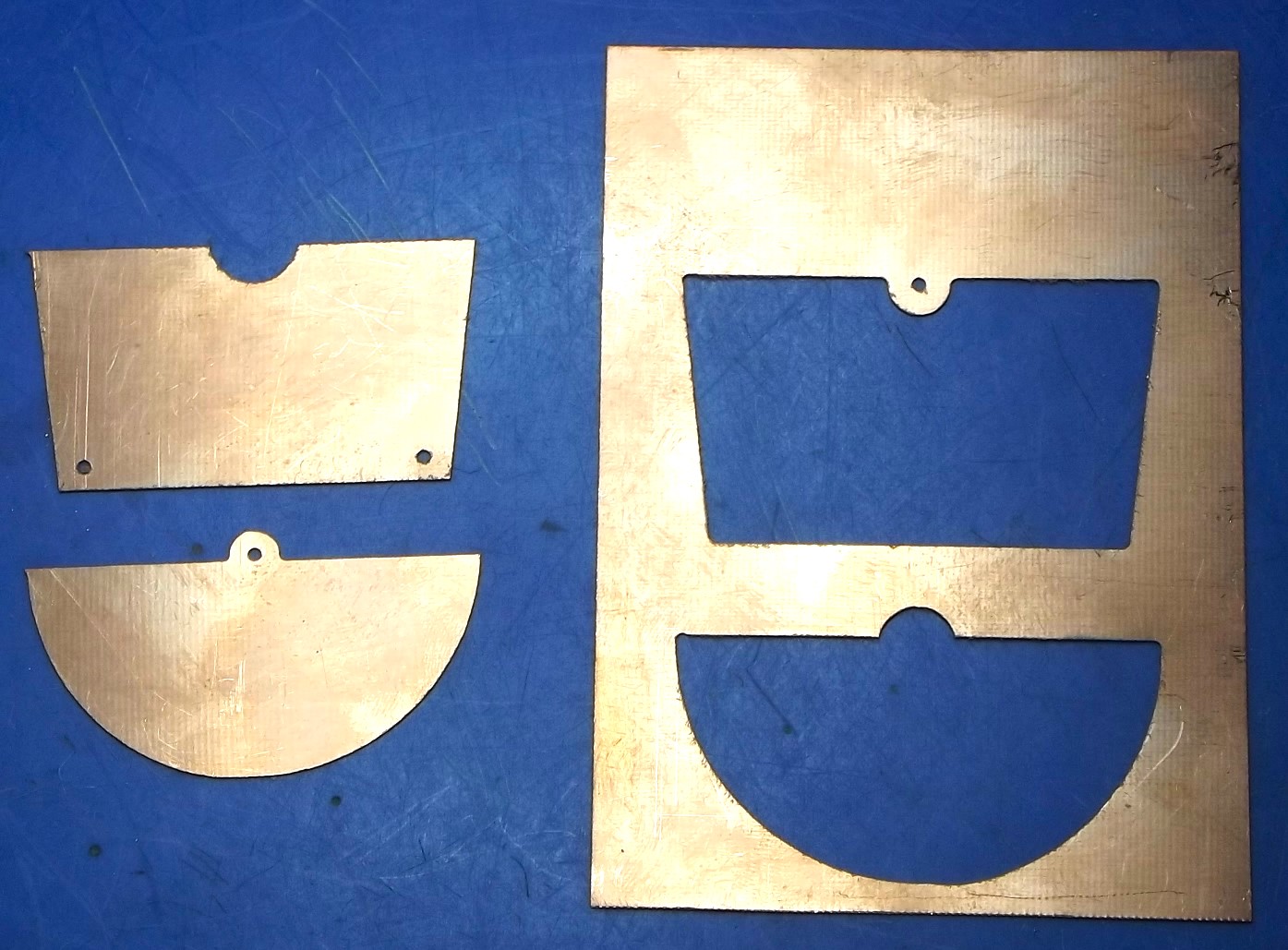
Quelques lignes de Gcode gribouillées vite fait dans la fraiseuse, et les lames de CV sont apparues rapidement.
Avec du circuit double face de 0,8 mm d’épaisseur, le résultat est impeccable.
Les divers trous sont ainsi pré-percés, et il suffit d’usiner autant de lames que nécessaires. (5 minutes par lame).
D’autres pièces sont en cours d’écriture, pour permettre l’assemblage final de toutes les lames.
Avec cette méthode, on peut chosir la capacité et l’écartement que l’on souhaite obtenir.
Les lames sont cuivrées, au lieu d’être en alu, mais ça ne changera pas le résultat final.
Pas de problème, la machine se fait un plaisir d’usiner toutes les lames dont j’ai besoin.
Reste à dessiner les peignes pour maintenir les lames fixes.
Avec le cuivre, l’avantage est que l’on peut tout assembler par soudure.
Pour l’axe, une tige filetée en laiton fera parfaitement l’affaire.
Le CV en circuit imprimé, c’est ble-sipo!
Oui, c’est également envisagé, si les peignes fraisés ne donnent pas les résultats attendus.
D’ailleurs, tu remarqueras que les trous sont déjà présents sur les lames fixes, au cas ou!..
Ca ne fait que quelques lignes de G-code en plus à gribouiller.
Bonjour A propos de système D et au risque de polluer le poste de notre adepte de le fraiseuse,
ceux là ne sont pas mal non plus : 2 CV cylindriques en bronze ou laiton; partie fixe 4 cylindres concentriques , partie mobile 3. Point de fraiseuse, mais la surface de chaque tube est couverte de traits de lime.
La suite fait cogiter, mais le schmilblick avance.
Le but de l’opération est d’utiliser un maximum de pièces réalisées en fraisage automatique.
Les petites chutes de découpe de pcb retrouvent ainsi une utilité.
La partie la plus délicate est l’ensemble mobile.
Il faut assembler les lames sur un tube laiton de 6mm, et pouvoir les souder sans que tout se sauve lorsqu’on ajoute la lame suivante.
Le remède consiste donc à tout empiler entre des cales d’épaisseur, presser l’empilage avec un serre-joint, souder les plaques sur leur axe laiton, puis retirer les cales d’épaisseur par simple traction, puisque rien ne les retient.
Je dois donc redessiner mes pièces avec un demi creux de 6 mm, pour épouser le diamètre du tube laiton.
Comme j’ai plusieurs mètres carrés de pcb double face de 0.4 mm d’épaisseur, (rebuts d’une usine locale, aujourd’hui disparue), ça fera une occasion d’en utiliser quelques décimètres carrés.
Tant que c’est en chantier, tu peux percer un trou à l’opposé du passage d’axe pour y enfiler une tige quelconque pour l’alignement. La tige sera enlevée après la soudure bien sûr.
 Doctsf (Modèles & Marques)
Doctsf (Modèles & Marques) Annonces
Annonces