La, il va falloir taper dans les modèles beaucoup plus chers.
Pour moins de 200 euro, on n’achète pas une Rolls.
Cependant, le problème de la planéité se résout facilement, à condition de faire l’assemblage du kit de la fraiseuse sur une table bien plane, et de bien respecter le positionnement de toutes les équerres boulonnées.
Après assemblage, il faut sacrifier une plaque d’époxy, et s’assurer que le parallélisme est parfait, en déplaçant la tête de gravure, et munie d’une fraise de gravure, moteur tournant, aux quatre coins de la table de fraisage.
Si le trait de coupe n’est pas uniforme, effectuer les corrections de niveau nécessaires en jouant sur les vis du cadre de châssis, quitte à finir avec des épaisseurs de clinquant pour annuler tout défaut de parallélisme.
Une fois l’opération terminée, le calage est définitif, et ne bouge plus dans le temps.
Il ne reste plus qu’à déterminer la profondeur de gravure.
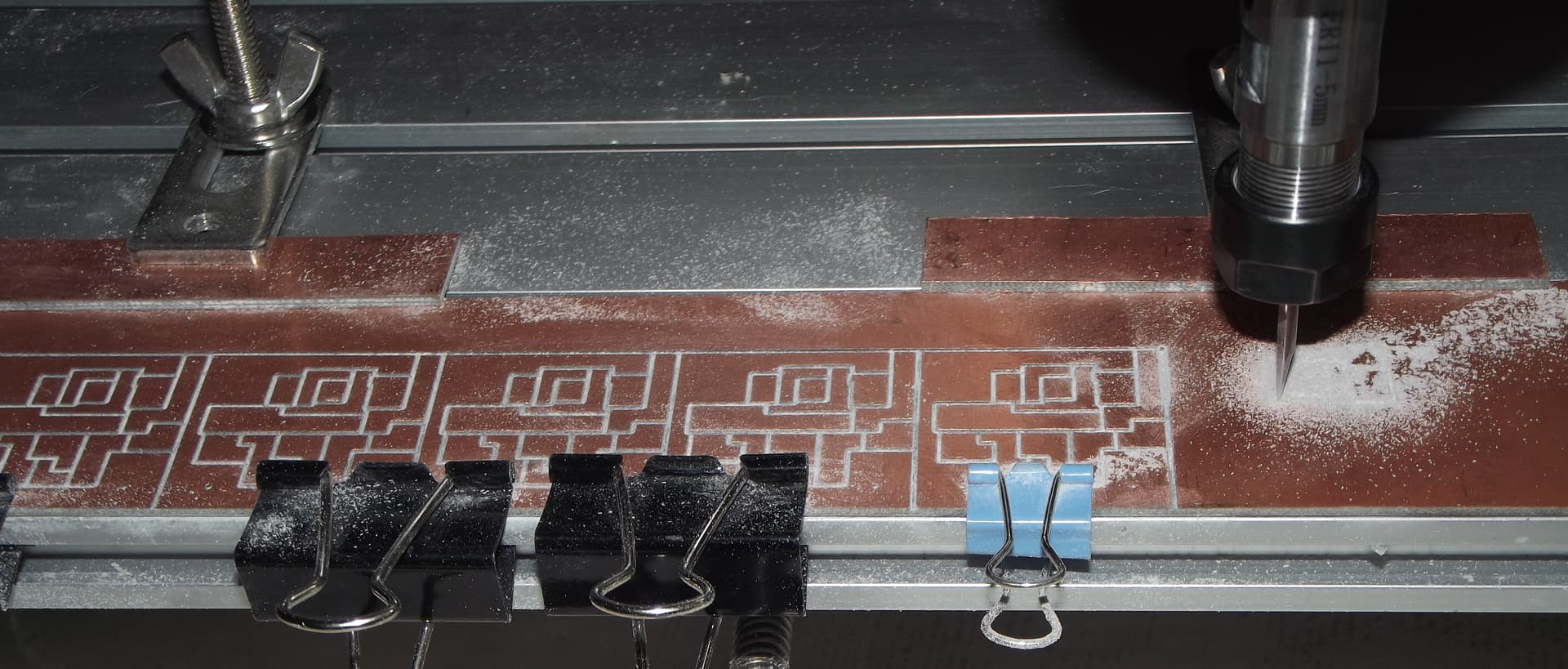
Dans cas, il suffit de descendre la fraise en Z, très finement jusqu’à toucher la plaque à graver sur un coin, hors partie utile, et déplacer la fraise en X ou Y de quelques mm pour apprécier le résultat du trait de gravure.
Quand on estime que la profondeur est correcte, on repositionne la fraise en X0 et Y0, sans toucher Z.
A l’arrivée au point souhaité pour le départ de la gravure, (j’utilise le coin inférieur gauche du futur circuit) on fait un reset de la carte de commande.
Toutes les coordonnés de position passent alors a zéro.
Le zéro de Z correspondra alors à la profondeur de gravure souhaitée.
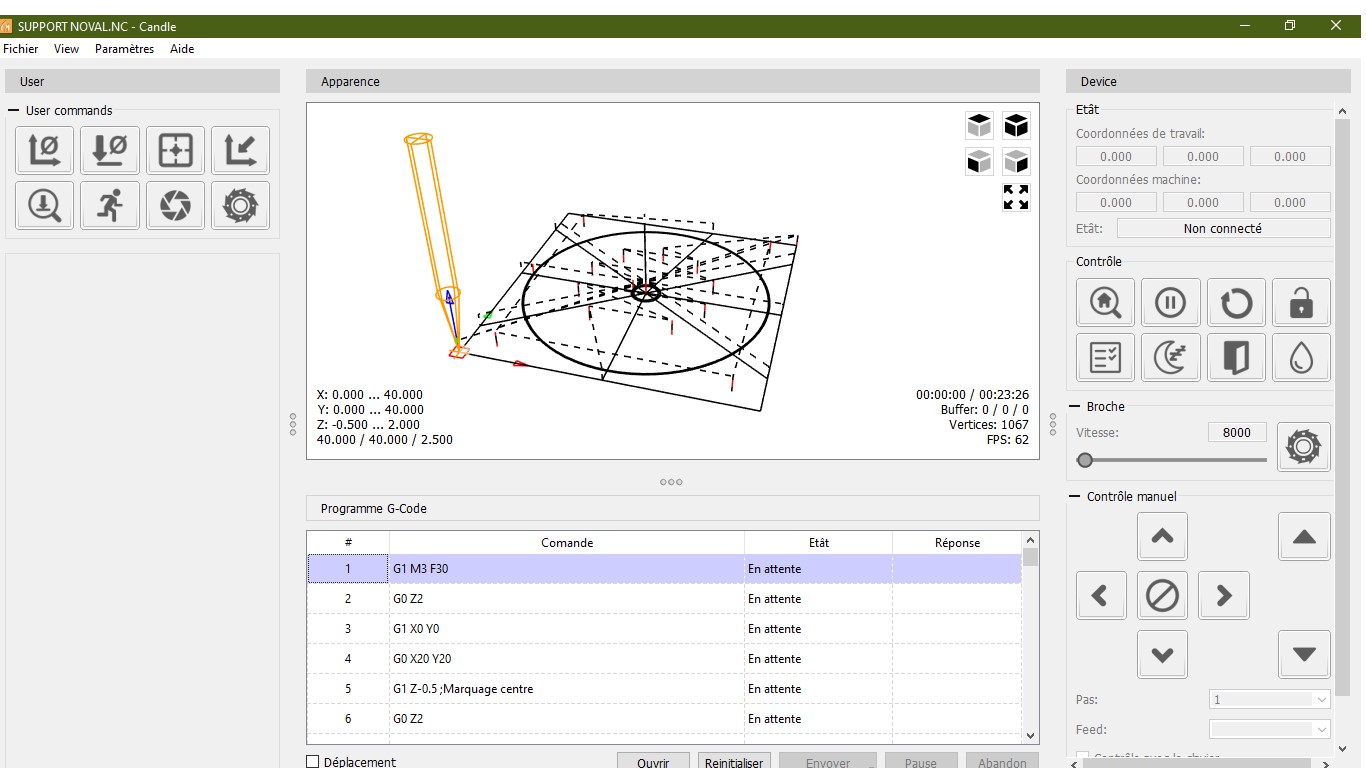
Ensuite, on remonte Z à Z2, et on lance la gravure.
Je démarre tous mes programmes avec X0 Y0 et Z2.
Chaque fois que l’on fera Z0, la fraise gravera à la profondeur souhaitée au réglage, et Z2 permettra les déplacements sans gravure.
En réalité, toutes ces opérations ne prennent que quelques secondes, et sont très simples avec l’habitude.
J’espère que mes explications ne sont pas trop confuses.
Pour la profondeur de gravure, le pifomètre donne de bons résultats.
Nota: éviter les fraises avec un grand angle, qui élargissent trop le trait au moindre écart de profondeur.
Ici, 20° 2/10e, ou 15° 2/10e donnent de bons résultats.
 Doctsf (Modèles & Marques)
Doctsf (Modèles & Marques) Annonces
Annonces