Bonjour a tous. Je cherche à percer en diamètre 10 mm des rondelles de cuivre et de zinc. A l’origine, c’était prévu pour confectionner des piles de Volta. L’épaisseur fait 8 à 10/10 èmes de mm
J’ai essayé sur ma perceuse d’établi, mais c’est compliqué parce que je tiens les rondelles à la main, et c’est relativement dangereux pour les doigts !
Comment travailler en sécurité, sans être obligé de mettre en route une usine a gaz pour la fixation de la pièce.
J’ai d’abord pointé le centre du disque ( diamètre 40 ), et j’ai commencé par percer des petits trous de 2 mm, je pensais ensuite passer à 5 ou 6, puis 10 ! Mais c’est galère !
Ce qui est compliqué c’est l’immobilisation des rondelles pendant l’opération.
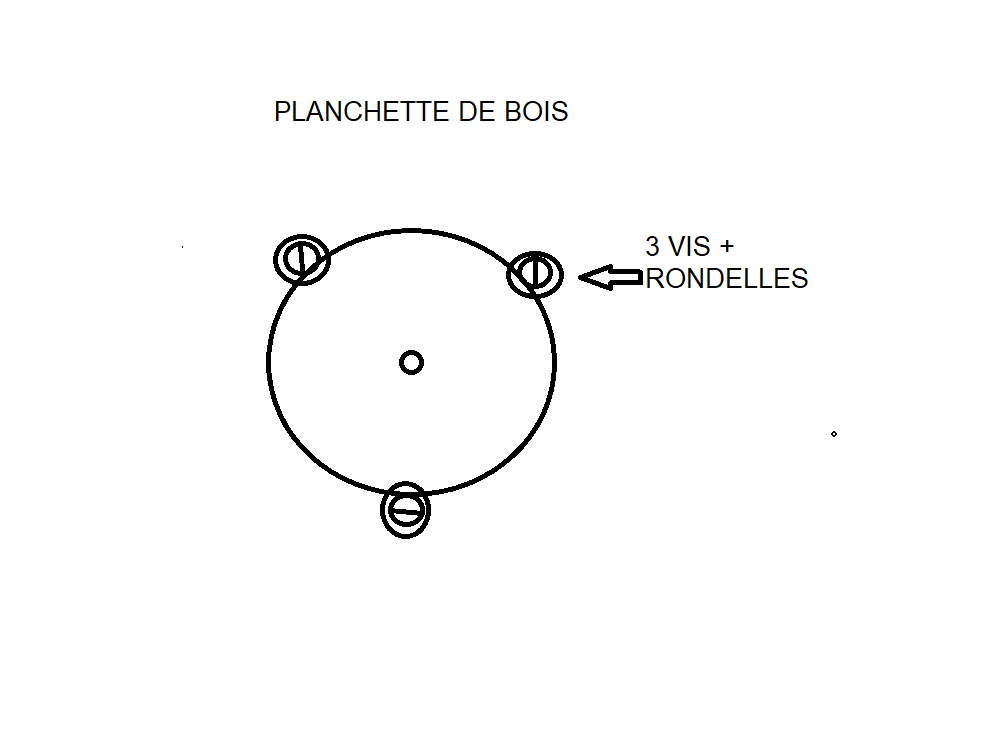
Peut-être je tenterais de les immobiliser entre deux planches de bois dont celle de dessus serait percée à 20 pour laisser l’accès à la rondelle. Les deux planches peuvent être serrées entre elle par des vis à bois pour bloquer les rondelles. J’en ferai plusieurs à la fois…
Bonjour
oui très dangereux pour les doigts
Serrer plusieurs rondelles entre deux pièces de bois … et mettre un petit bout de chiffon entre le foret et les rondelles
Comme souvent, on ne connaît ni l’usage ni surtout la quantité à faire… Si on a la matière et que l’on connaît une petite entreprise faisant de la découpé jet d’eau ou laser, cela ne leur prendra pas beaucoup de temps.
Percer une rondelle, c’est trés dangereux.
le zinc et le cuivre sont assez mous, le foret à tendance à plonger dans la matière, il faut un affutage avec trés peu de dépouille,
Si tu tentes de percer de 2 à 4, puis de 4 à 6, cela bouffe un copeau 1mm sur le bord, le foret va se bloquer et arracher la rondelle.
Pour sauver mes doigts, je ferais un montage avec 2 morceaux de ferraille et la rondelle coincée entre les 2 .
Des vis pour serrer le support et la plaque du dessus, pour écraser la rondelle et percer le tout sur la perceuse à colonne, directement à 10 après l’avant trou de 2 mm,
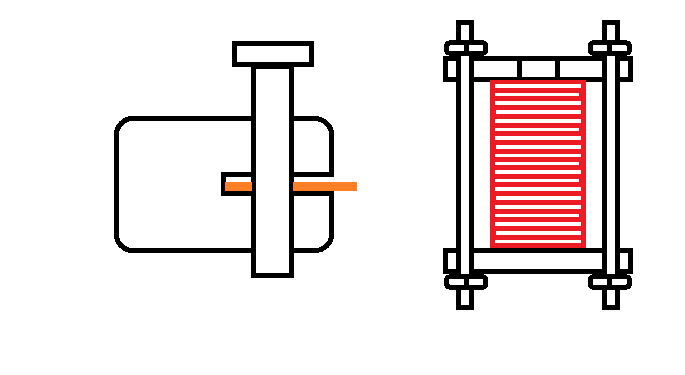
Pour une grosse quantité, je ferais un montage avec un tube diamètre 40 intérieur et deux bouchons vissés écrasant les rondelles. monter le tube dans le tour et percer direct avec un fort de 10, cela permets d’en percer 50 d’un seul coup avec un tour.
les poinconneuses c’est vite fait
un bloc d’acier non trempe
un perçage au diamtre voulu
un trait de scie pour passer la tole a percer
un poinçon « climax » ( c’est le plus difficie a trouver
apparemment climax a ete repris par l’italien Rigon https://catalogo.rigon.net/store.jsp?fm=rigon/93_trancia&selector=divList3
oui, Radiolo a (toujours) raison, il faut toutes les percer simultanément. Et en général il vaut mieux percer au bon diamètre que de vouloir agrandir des trous, surtout avec un forêt hélicoïdal.
Pour faire un poinçon pour du cuivre ou du zinc la queue d’un forêt de 10mm suffit, il faut juste meuler l’extrémité un peu en creux. Facile.
Amusant. J’ai été confronté à un problème similaire dans un cas assez particulier (horlogerie).
Résultat, j’ai fait deux outils en impression 3D pour créer des rondelles dans des matériaux très fin dont un qui permet de faire des rondelles avec un trou au centre.
Je plussoie ! En moyens sur machines conventionnelles courantes : Pas d’autres avis meilleurs que Guy ou Radiolo (perçage unitaire ou petites quantité à la perceuse à colonne sans vouloir agrandir à des diamètres intermédiaires , ou perçage en grande quantité , en piles, et au tour )
Après, et pour de la fabrication en grande série plus industrielle, de rondelles métalliques , a partir de feuilles de tôles brutes , il y a le recours à la poinçonneuse hydraulique à commande numérique (mais ce n’est plus du domaine de l’amateur et de machines conventionnelles)
Pour percer facilement de la tôle fine à une diamètre de 10mm, il suffit d’utiliser un foret à bois ou un foret métal un peu un peu modifié comme un de ceux-ci:
Pour les Qtés, je viens de les compter : une soixantaine à peu prés. Je viens aussi de m’apercevoir que certaines font 1mm d’épaisseur, et d’autres 15/10
bonjour à tous , je l’ai déjà fait plusieurs fois : j’ai mis les rondelles dans le mandrin de la perceuse en mettant une cale au fond du mandrin , j’ai fixé la mèche dans un étau et avec la perceuse je me présente devant la mèche et j’ai des trous bien centrés , il suffit d’avoir un mandrin capable de contenir les rondelles , souvent jusquà 13mm , bonne soitrée
Jacky
Plus simple pour cette méthode ,c’est l’utilisation d’un tour, les rondelles empilées entre les mors du mandrin et le foret à métal dans le mandrin de la contre-pointe.
Un pote qui bossait dans la mécanique m’avait expliqué qu’il y a une technique d’affutage d’un foret HSS qui permet de percer du clinquant en le tenant entre 2 doigts sans aucun risque. Encore faut-il savoir le faire.
Du clinquant sans risque?
J’ai vu trop d’accidents avec des perceuses à colonne pour penser que tenir de petites pieces surtout de faible épaisseur est une chose à absolument éviter.
Le clinquant (en acier) c’est trés dur et pas simple à percer
C’est quoi cet affutage magique?
 Doctsf (Modèles & Marques)
Doctsf (Modèles & Marques) Annonces
Annonces