 Doctsf (Modèles & Marques)
Doctsf (Modèles & Marques) Annonces
AnnoncesBen quoi ,Ordraphabétix , il n’est pas bon, mon lien ?
Bonjour,
forum usinages, j’y suis inscrit depuis que j’ai le tour Emco 8
mais pas allé voir ailleurs que tournage et fraisage
vais zieuter dans les rubriques mini CNC
Bonjour,
je donnais le lien au cas ou personne ne le connaisse !
et
Oui, il y a une rubrique correspondant très bien a ce cas !
Il faut aller, quasiment tout en bas , a la rubrique :
Machines CNC d’autoconstructeurs type portique léger
(qui porte bien son nom, et correspond bien a cette machine !)
Tournage, ça va, je commence à pas mal me débrouiller, mais il n’y a pas d’électronique ne d’informatique !
merci sloup, je vais regarder
Bonjour
Sauf si c’est un tour CN
(auquel cas il y a plein d’électronique pour asservir la broche, les 2 axes, et actionner la tourelle porte-outil…Et d’informatique pour charger/décharger les programmes issu d’un ordinateur, ou en écrire en G-code sur la machine )
Un tour CN, c’est justement sur ce genre de machine que je travaille le plus souvent, mais à échelle industrielle et pour de la grosse mécanique agricole ( Bon : C’est un gros tour de 50 kW, avec l’inconvénient de ne pas pouvoir faire ce que fait un Emco 8 !)
1 « J'aime »
Bonjour,
Je suis allé voir sur le forum usinages ou je suis inscrit depuis longtemps, mais avec cnc3018 il n’y pas grand chose.
En fait cette petite 3018 n’est pas trop faite pour faire de l’USINAGE au sens de ce site que j’apprécie beaucoup du reste. C’est vrai que que cette cnc est plus faite pour faire de la gravure ou un peu de découpe de bois ou matière legere que du métal meme leger.
J’ai deja une imprimante 3d, mais il semble qu’utiliser une cnc soit plus compliqué, aussi bien au niveau de la chaine logicielle que de la mide oeuvre elle même de la machine en fonction des outils utilisés, des matières a usiner…
Jean-Louis
2 « J'aime »
Bon, oui, certes, c’est une machine vraiment légère, mais si on lui fait découper de petites pièces de bois c’est déja de l’usinage …Qui peux servir a décorer la table et le sapin pour Noël !
Et puis si on ne trouve pas de topic sur cette vevor CNC3018, rien n’empèche …D’en créer un !
Pas la peine il est deja créé, on est justement dessus ! Apres Vevor ce n’est que le distributeur en France.
Pour la cnc3018 il y en gros deux modeles de structure mécanique : celle la avec des profilés standard et le modèle dit « pro’ » avec des pieces spécifiques ( celle que j’ai achetée).
Jean-Louis
Ah, je viens de créer le sujet
trouvé une avec la 3018pro, et une sans réponse
on verra bien (ou alors je n’ai pas les yeux en face des trous)
ce serait plutôt pour faire des circuits imprimés comme Blaireau
edit = trouvé avec « recherche 3018 », je vais parcourir ça
Bof, regardé moult posts, ce sont surtout des problèmes à résoudre
mais pas des ignares comme moi !
Pour ma part, poursuite de ce sujet sur le forum usinages
(du coup , j’ai ouvert plusieurs onglets, pour suivre rétrotechnique, doctsf, et usinages en même temps …)
Mouais…Sauf la durée dans le temps
Les imprimantes 3D d’amateur ne fonctionnent qu’avec du filament de PLA, ou d’ABS, qui est assez fragile, et qui supporte assez mal les U.V, les produits chimiques, et s’altère dans le temps…
Même problèmes avec ces graveuses CNC qui ne gravent en général que du bois qui peut se déliter ou moisir, ou du plastique avec les défauts ci dessus …
Au moins, avec des chutes de ferraille ou d’alu, et un usinage a la machine conventionnelle (ou CNC si on a les moyens !) ou même a défaut , usinage tout manuel a la chignolle et à la lime , ça durera très longtemps , facilement 50 ans sans problème ! Voir plusieurs siècles si c’est bien conservé …
(bon, certes, il y a des limites, certaines pièces ne peuvent être reproduite sur machines conventionnelles ou a la main …)
Pour info, on n’a pas l’intention de bâtir des pyramides avec ces machines.
2 « J'aime »
Bonjour,
J’ai une petite machine CNC, mécanique complète, moteurs NEMA17, vis à billes format 200x300, sans électronique.
Pour cela, je dispose de deux cartes d’axes USB une pour Mach3 et l’autre compatible Drufel CNC ainsi qu’une caisse de cartes Chinoises pour moteurs Pas à pas micropas jusqu’à 5,5A.
J’ai également les alimentations DC correspondantes et variateur de broche…
Qui connaît le logiciel Drufel ?
Que choisir , Drufel ou Mach3 ?
J’ai déjà une machine qui tourne avec Ninos, (avec dongle) que je connais très bien, mais le développeur a pris sa retraite.
Cdt,
Gérard
Bonjour,
Je viens de monter la CNC3018 pro.
C’est plutôt simple a faire, ce modèle se monte en 2 heures environ. Il faut une bonne équerre. Les mouvements sont fluides a la main. Il faudra que je regle la géométrie avec un comparateur, c’est pour ça que j’ai retiré la broche.
Pour Blaireau les vis des axes X et Y dépassent assez pour pouvoir mettre un bouton moleté. Pour l’axe Z, ca va etre un peu plus compliqué mais je vais trouver une solution.
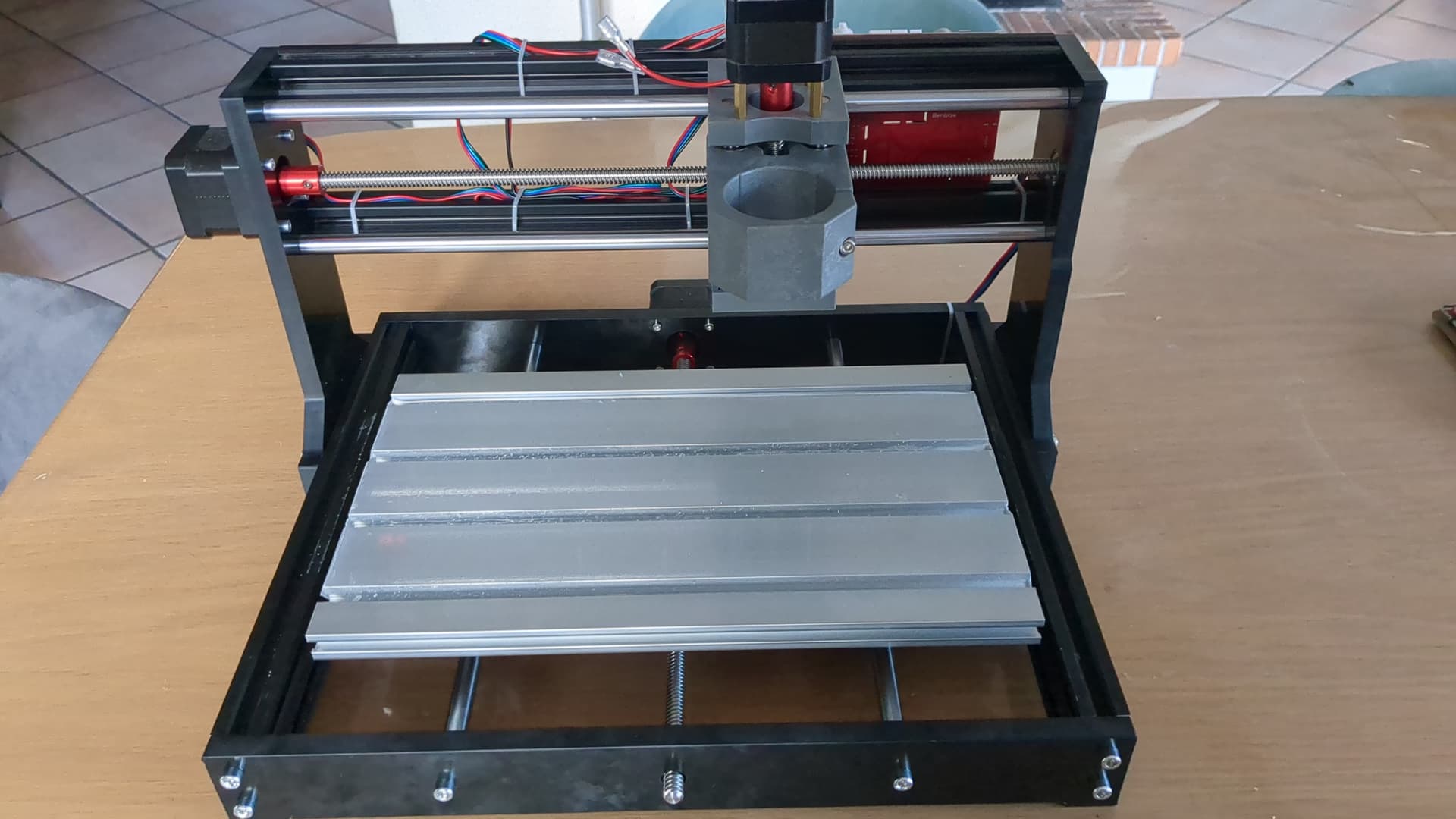

Maintenant j’ai plus qu’a charger le soft ( Candle) pour voir ma machine bouger. J’ai mis le terminal manuel et il fonctionne… connecté sur le bon port de la carte!
Jean-Louis
Ne pas oublier de charger le driver de communication, fourni avec la machine, et de déclarer le bon port com sur le PC, dans le menu candle.
Bonjour,
la carte contrôleur n’est pas la même que sur la 3018 non pro

Bonjour,
C’est déjà bien si ça bouge et fait des choses avec les lignes de g-code à @Blaireau !
Si on rentre le G-code directement dans la machine, oui, ça fait revenir comme au début de l’informatique en tapant des lignes de commande …
( Ceci dit : C’est exactement comme ça que je fais sur mon tour CN du boulot , pour faire de la perruque pour la muscu avec , en tapant du g-code direct au clavier …Après , il faut faire gaffe , car dans mon cas, c’est une machine de 10T et 50kW et ça pardonne pas !)
Mais, heureusement, il existe des programmes de CFAO qui sont capable de sortir du G-code a partir d’autres types de fichiers ou a partir d’un dessin fait sur ce programmes de CFAO ! (ca simplifie les choses, mais il faut parfois des retouches du programme , donc comprendre ce langage de programmation )
Le format usuel d’un programme en G-code est effectivement « .nc » ou « .ng » , sinon on l’enregistre en « .txt » (ce qui permet de l’éditer à la main avec l’éditeur de texte de windows) , et puis on le renomme avec l’extension adéquate !
Bonjour,
Si on veux comprendre, et éditer « manuellement » , un programme en G-code, voici quelques informations pour comprendre ce qui parait être du « charabia informatique »
(ce sont des généralitées, a compléter par des codes « propriétaires et spécifique a chaque machine » )
Les codes, généralités
Fonctions préparatoires (G), fonctions d’appel de mode d’interpolation (G 0 …), cycle machine
Coordonnées de points (X, Y, Z, A, B, C, I, J, K) Vitesses de broche … (S) avances… (F)
Fonctions auxiliaires (M) qui permettent d’enclencher la Lubrification, de changer d’outil, ou de piloter des accessoires (serrage desserrage pièce, indexage de broche, mise en marche de convoyeur, embarreur …)
X position absolue
Y position absolue
Z position absolue
A position (rotation autour de l’axe X)
B position (rotation autour de l’axe Y)
C position (rotation autour de l’axe Z)
U position relative ou axe secondaire
V position relative ou axe secondaire
W position relative ou axe secondaire
M code fonction « machine » ou « modale » (un autre type d’action ou de code machine) (parfois référencé comme fonction ‹ diverse › (Miscellaneous en anglais)
Codes CNC ISO
Les 0 non significatifs ne sont pas obligatoires (DEVANT un autre chiffre : M02 peut s’écrire M2. Par contre M30 reste M30 sinon ça deviendrait M3…)
M00, M01 : arrêt du programme, arrêt optionnel ou avec condition
M02 : arrêt du programme
M03, broche sens horaire, M04 sens antihoraire, M05 arrêt de broche
M06 : changement d’outil (sur certaines CN, notamment Fanuc, le M06 est inutile devant un numéro d’outil T***)
M07, M08, : mise en route arrosage, M09 : arrêt arrosage
M21 : activation pression broche ; (selon machines)
M24 : mise en marche convoyeur (selon machines)
M30 : fin du programme, réinitialisation, rembobinage (rembobinage dans le cas de machines ancienne à lecteur de bande)
M40,M41,M42,M43 : changement de gammes de vitesses, 1 er, 2 eme, 3eme, 4 eme vitesses seulement pour machine équipé d’une boite de vitesses mécanique .
M68,M69 : serrage/desserrage pièce (selon machines)
M99 : fin du sous-programme
G96, G97 : vitesse de coupe constante, vitesse de rotation constante
G92 / G50 : vitesse de broche maximum
G95, G94 : déplacement mm/tr, déplacement mm/min
G00 : G01 ; G02 , G03 :voir plus loins , déplacement suivant une trajectoire linéaire ou circulaire, sens horaire, ou trigonométrique, pour usiner des courbes …)
F : vitesse de déplacement (suivie d’une valeur à déterminer selon la dureté de matière, et selon indications du fabricant des outils utilisés) et généralement en mm/min ou en mm/tour (selon fonction préparatoire G94, G95… )
S : vitesse de broche (suivie d’une valeur à déterminer selon la matière, les outils, et les possibilités de la machine) généralement en tour minute sauf mention contraire …
Coordonnées d’axes X, Y, Z, A, B, C (voir plus haut) U, V, W coordonnées relatives ou axes secondaires
Coordonnées d’axes suivie d’une valeur numérique , en mm ou en µm (micron ) selon système et résolution (généralement avec un point »dot » pour des mm, sans point (ou au dela du point) pour des µm.
Fonctions préparatoires G
- La fonction d’interpolation linéaire rapide G0 (interpolation linéaire en mode rapide, pour approche rapide ).
- La fonction d’interpolation linéaire (à la vitesse programmée) G1(ou G01) (interpolation linéaire en mode de travail).
- La fonction d’interpolation circulaire G2(ou G02) (interpolation circulaire sens horaire) et G3 (ou G03) (interpolation circulaire sens trigonométrique).
- La fonction de temporisation (programmable avec F,X ou P) G4.
- La fonction d’arrêt précis en fin de bloc G9.
Il est aussi possible sur certains pupitres de programmation d’utiliser ces deux codes (G2 G3) pour créer une interpolation circulaire, des fonctions d’interpolation à base de courbes …
Sur les fraiseuses équipées de tête birotative les codes G17,G18,G19 définissent l’axe des cycles de perçage, taraudage…
- G17 : Axe d’outil Z, interpolations G2,G3 et correction rayon dans le plan X Y.
- G18 : Axe d’outil Y, interpolations G2,G3 et correction rayon dans le plan Z X.
- G19 : Axe d’outil X, interpolations G2,G3 et correction rayon dans le plan Y Z.
Les codes de la famille **G52, G53, G54, G55…**sont utilisés pour :
- Programmer un décalage d’origine (par exemple : usinage identique mais sur des longueur de pièce différente) ;
- Définir que les déplacements sont relatifs à l’origine machine ;
- Choisir le numéro de l’origine pièce.
Certains codes G de la famille G60 G70 peuvent être utilisés par les fabricants de DNC pour :
- Le choix de la programmation cartésienne ou polaire ;
- L’activation d’un facteur d’échelle ;
- La mise en action d’une fonction miroir ;
- La programmation en mesure métrique ou en pouce.
Ceci ne sont que des généralitées et des bases mais qui suffisent dans la majorité des cas même pour des grosses machines industrielles .
Il y a des codes spécifiques pour les machine laser, et les machine travaillant par apport de matière .
2 « J'aime »